“為什么同樣的線絞機,生產(chǎn)效率相差30%?” 這個困擾無數(shù)操作員的問題,在專業(yè)培訓視頻曝光后終于有了答案。隨著工業(yè)自動化進程加速,線絞機作為線纜制造的核心設(shè)備,其操作規(guī)范直接影響著產(chǎn)品良率與設(shè)備壽命。本文結(jié)合全網(wǎng)高熱度教學視頻,為您拆解設(shè)備操作的六大黃金法則,助您突破效率瓶頸。
一、設(shè)備認知:線絞機結(jié)構(gòu)與運行原理
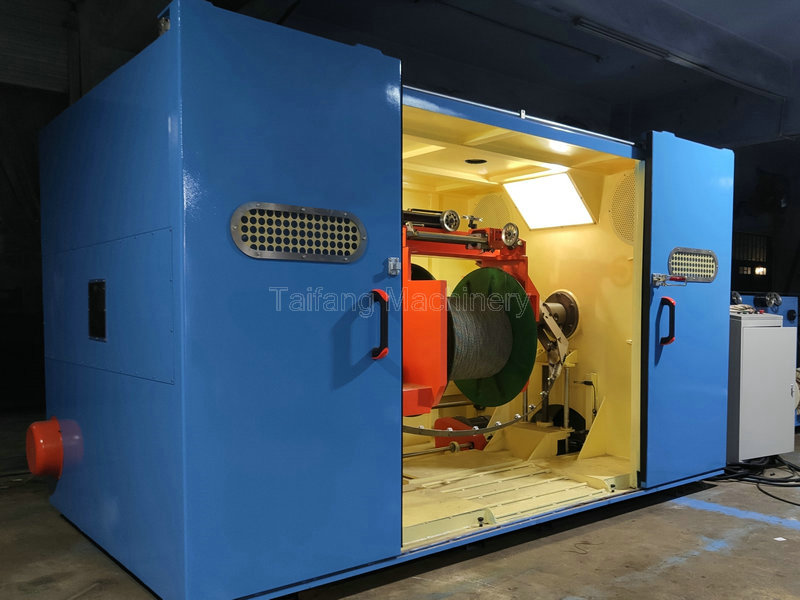
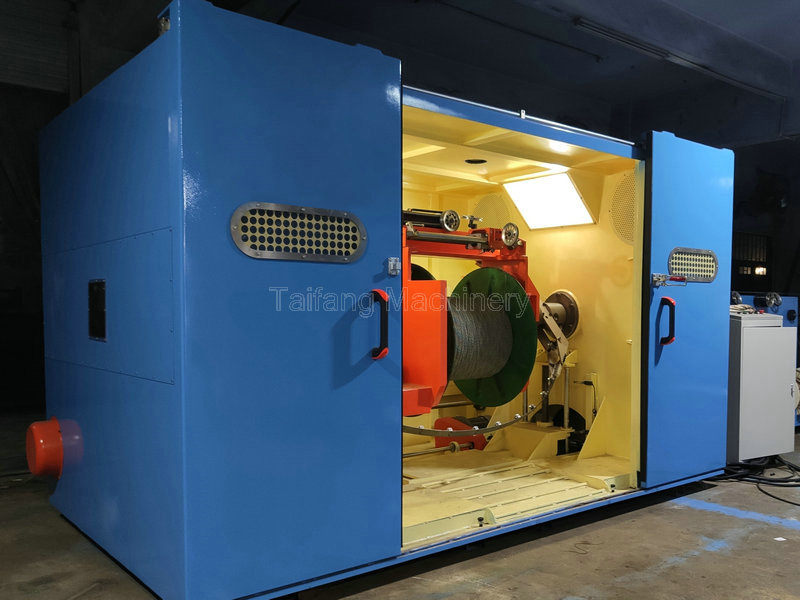
線絞機的核心由*放線架、絞合頭、收線裝置*三大模塊構(gòu)成(如圖1所示)。放線架張力控制系統(tǒng)直接決定絞合均勻度,視頻中特別演示了氣壓調(diào)節(jié)閥的微調(diào)技巧——將壓力控制在0.4-0.6MPa時,銅線延展性達到最佳狀態(tài)。絞合頭的轉(zhuǎn)速與絞距關(guān)系公式T=πD/(n×cosα)(T為絞距,D為絞合直徑,n為轉(zhuǎn)速,α為絞合角)是操作員必須掌握的工程計算基礎(chǔ)。
二、標準操作流程拆解
- 開機準備階段
- 檢查潤滑系統(tǒng)油位(保持在視窗2/3處)
- 校準計米器誤差(誤差值≤0.3%)
- 設(shè)置工藝參數(shù)時,必須遵循”先低速后提速”原則,初始轉(zhuǎn)速建議設(shè)定在標準值的60%
- 核心運行階段
教學視頻重點演示了三點定位法:
- 放線張力監(jiān)測點(紅色警示區(qū)禁止操作)
- 絞合點溫度監(jiān)控(65℃為臨界值)
- 收線張力平衡調(diào)節(jié)(波動幅度控制在±5N)
- 異常處理規(guī)范
當出現(xiàn)瞬時斷線報警時,操作流程應(yīng)為:
急停→標記斷點→退扭處理→重新穿線→降速啟動
某線纜廠統(tǒng)計顯示,規(guī)范操作可使斷線處理時間縮短40%
三、安全操作的紅線禁區(qū)
- 絕對禁止事項
- 帶電狀態(tài)下進行模具調(diào)整(事故率占比32%)
- 超速運行超過額定值10%
- 省略接地電阻檢測(標準值≤4Ω)
- 防護裝置要點
視頻特寫鏡頭顯示,防護罩聯(lián)鎖裝置的觸發(fā)行程必須控制在2-3mm,這個細節(jié)直接關(guān)系急停響應(yīng)速度。某認證機構(gòu)測試數(shù)據(jù)顯示,合規(guī)改造可使事故率降低76%。
四、效率提升的進階技巧
- 動態(tài)補償技術(shù)應(yīng)用
在絞合直徑變化時,智能PID控制系統(tǒng)的調(diào)節(jié)響應(yīng)時間應(yīng)優(yōu)化至0.5秒內(nèi)。某上市公司實踐表明,這項改進使設(shè)備OEE(整體設(shè)備效率)提升18%
- 多工序協(xié)同策略
- 放線架預裝量優(yōu)化公式:L=1.2vT(v為線速,T為換盤時間)
- 收線卷繞重疊率控制在15-20%區(qū)間
- 數(shù)據(jù)化運維實踐
建立設(shè)備運行參數(shù)數(shù)據(jù)庫,重點監(jiān)測:
- 主軸振動值(建議安裝在線監(jiān)測系統(tǒng))
- 單日斷線次數(shù)趨勢圖
- 能耗曲線對比分析
五、常見問題診斷手冊
| 故障現(xiàn)象 |
可能原因 |
解決方案 |
| 絞合節(jié)距不穩(wěn)定 |
張力系統(tǒng)氣壓泄漏 |
檢查氣缸密封圈(視頻3:15處) |
| 表面劃傷 |
導輪陶瓷涂層脫落 |
立即停機更換備件 |
| 異常噪音 |
主軸軸承潤滑不足 |
加注ISO VG32專用油脂 |
某設(shè)備廠商維修數(shù)據(jù)顯示,80%的故障源于日常保養(yǎng)疏忽
六、預防性維護體系
- 日常保養(yǎng)清單
- 每班清潔銅粉堆積(重點區(qū)域:絞合腔)
- 檢查氣路過濾器(積水超過1/3必須排放)
- 周期性維護計劃
- 每月檢測伺服電機絕緣電阻(標準≥5MΩ)
- 每季度更換齒輪箱潤滑油(油品選擇參照ASME標準)
- 關(guān)鍵部件壽命表
| 部件名稱 | 更換周期 | 劣化征兆 |
|————–|————|——————|
| 絞合模具 | 2000小時 | 產(chǎn)品直徑波動±0.05mm |
| 碳刷 | 1500小時 | 火花等級超過1.5級 |
TAG:



 中 文
中 文 English
English Espa?ol
Espa?ol Россия
Россия